Zavřít



Stáhnout
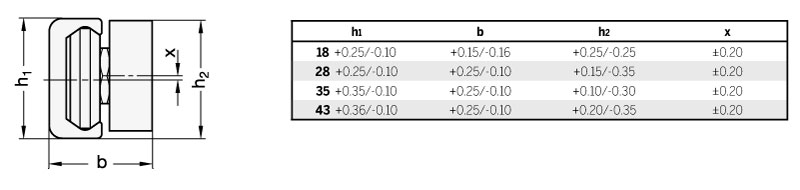
Tolerance pro montáž lineárních vodících systému
Při kombinaci kolejnic GN 2422 a pojezdových jednotek GN 2424 existují následující rozměry / tolerance.
Pokud je na jedné kolejnici instalováno několik pojezdových jednotek, mezi pojezdovými jednotkami může dojít k posunutí x, které se musí přidat k rozměru h2.
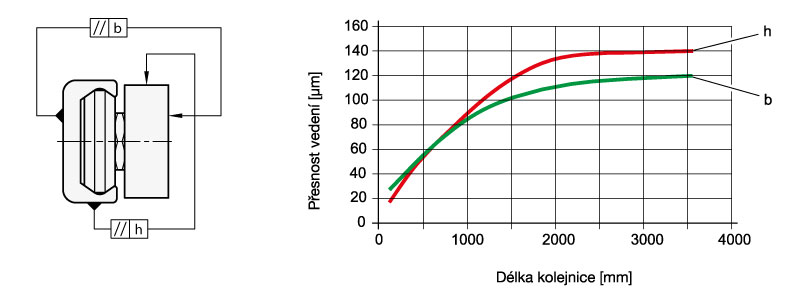
Přesnost navádění
Přesnost navádění lineárních vodících systému je zobrazená v diagramu.
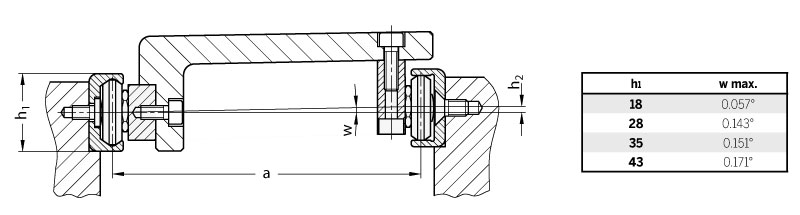
Přípustné výškové nastavení
Princip kombinace fixního a plovoucího vedení zajišťuje, že nerovnoběžnosti v základní konstrukci jsou kompenzovány. Nicméně při použití kolejnic typů UV / UT a XV / XT, by určité limity neměly být překročené. Následující tabulka ukazuje maximální povolený úhel přesazení výšky kolejnic pro fixní a plovoucí vedení. Upozorňujeme, že zatížení musí být sníženo o 30%, jakmile je dosaženo uvedené hodnoty.
K výpočtu h je třeba použít následující rovnici: h2 = a x tan w, s tabulkovými hodnotami uvedenými níže a použitými na w.
Příklad: h1 = 43, a = 650 mm, w max. = 0,171° h2 = 650 mm x tan 0,171° = 1,94 mm
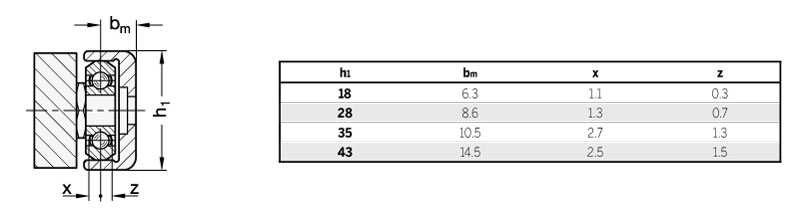
Povolené boční nastavení
Úhlové výchylky a posunutí montážní plochy lze kompenzovat pomocí pevných a pohyblivých nosných kolejnic. Přípustný posun pojezdových kladek a pojezdových jednotek je v případě kolejnic typu UT / UV dán hodnotami x a z. Referenčním bodem je jmenovitý střed pojezdové dráhy bm.
Chyby rovnoběžnosti nebo úhlu tak mohou být kompenzovány v celé délce kolejnice. To odpovídá nastavení součtu hodnot pro x a z.
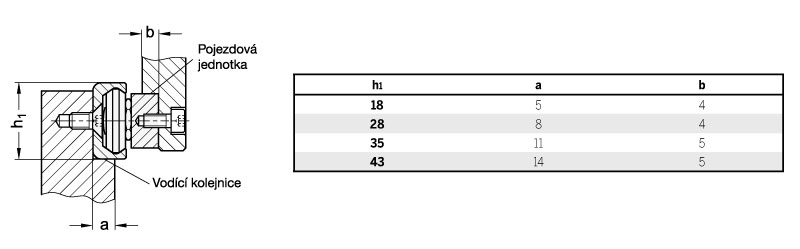
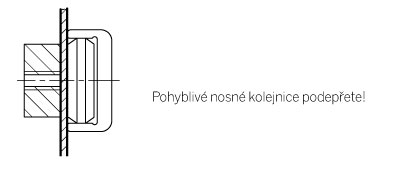
Šířky podepření
Aby bylo zaručeno řádné vedení pohybu, musí být dodržené určité vnější rozměry nutné pro montáž lineárních vodících systémů. Vhodné díly pro podepření vodících kolejnic a pojezdových jednotek by neměly mít menší šířku, než jsou rozměry a nebo b. Potom je zaručeno, že vnější působící síly mohou být přenesené spolehlivě na lineární vodící systém bez namáhání montážních šroubů na střih.
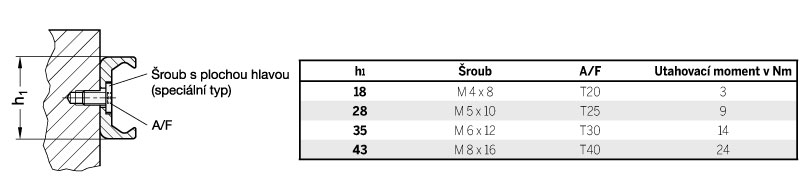
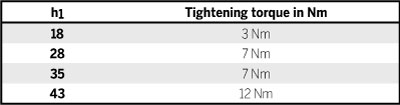
Utahovací moment
Při montáži kolejnic s otvory pro šrouby s plochou hlavou, typ UT a XT, se ujistěte, že povrch pro montáž je plochý, že závitové otvory jsou dostatečně hluboké a že horní plocha hlavy šroubu je v jedné rovině s kolejnicí.
Při montáži šroubů s plochou válcovou hlavou musí být dodržený daný utahovací moment.
Rychlost pojezdu
V závislosti na aplikaci a délce instalace může být maximální rychlost pojezdu u lineárníc vodících systému až 7 m/s.
Mazání
Jakmile je pojezdová jednotka umístěna v kolejnici, doporučuje se pomocí štětce mírně namazat plochy pojezdové dráhy kolejnice mazivem pro lineární vodící systémy, vhodné je např. mazivo Klüberplex BE 31-222.
Kontrolujte namazané plochy v pravidelných intervalech kvůli špíně a nečistotám, např. kvůli zanesení kovovými šponami.
V případě viditelného znečištění nebo změny barvy maziva použijte hadr na vyčištění kolejnic a kladek a aplikujte nové mazivo.
Aplikace nového maziva se doporučuje zhruba jednou za rok nebo po ujetí dráhy 100 km v kolejnici.
Provozní teploty
Díly lineárních vodících systému jsou vhodné pro použití v teplotním rozsahu od -30°C do 130°C.
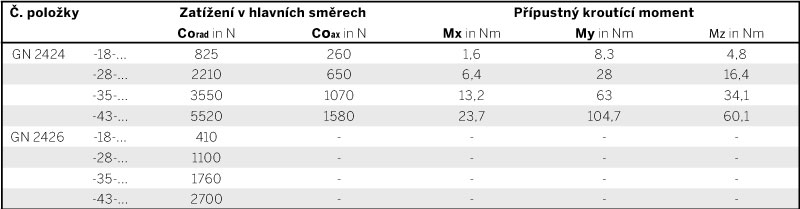
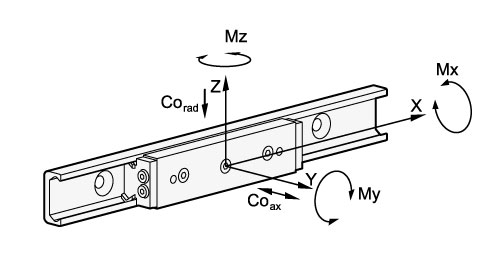
Zatížení
Určujicími faktory pro výběr nejvhodnějšího lineárního vodicího systému jsou instalační prostor, požadovaný způsob uchycení a přenesené zatížení. Níže uvedené hodnoty pomohou při výběru vhodné pojezdové jednotky nebo pojezdové kladky.
Hodnoty uvedených zatížení jsou pouze orientační a nezahrnují všechny vlivy působící při použití daného výrobku. Uživatel sám musí rozhodnout pro každý individuální případ, jestli vybraný výrobek je vhodný pro zamyšlené použití. Okolní prostředí a doba používání mohou ovlivnit hodnoty daného zatížení.
Lineární vodicí systémy se skládají z vodící kolejnice GN 2422 a pojezdové jednotky GN 2424. Všechny komponenty jsou balené zvlášť a dodávají se nesmontované. Při dodání není nastavená vůle mezi pojezdovou jednotkou a kolejnicí.
Během montáže pojezdové jednotky proveďte nastavení následujícím způsobem:
1. Ujistěte se, že pojezdové dráhy a pojezdové kladky jsou čisté.
2. Mírně povolte upevňovací šroub na prostřední excentricky nastavitelné kladce a vložte pojezdovou jednotku (bez stěračů, které jsou součástí dodávky) do kolejnice (viz. také body 4 a 6).
3. Umístěte pojezdovou jednotku na jeden konec kolejnice. U kolejnic typů UT a UV pro plovoucí ložisko se musí pojezdová jednotka rovnoběžně nastavit vůči pojezdové dráze kolejnice. Pro nastavení rovnoběžnosti se použije tenká a stabilní podpora (např. montážní klíč nebo spárová měrka), která musí být umístěná na obou koncích těla pojezdové jednotky a přitlačená ke kolejnici.
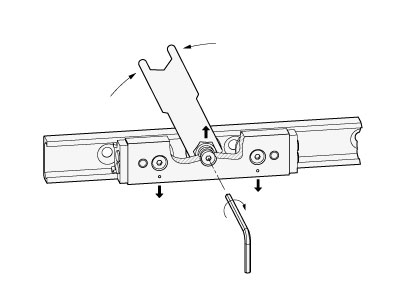
4. Vložte montážní klíč GN 2424.1 (je součástí dodávky) mezi excentricky nastavitelnou kladku a tělo pojezdové jednotky. Středící otvory vlevo a vpravo slouží jako značky a označují správnou polohu (orientace dolů) pojezdové strany centrovaných nosných kladek.
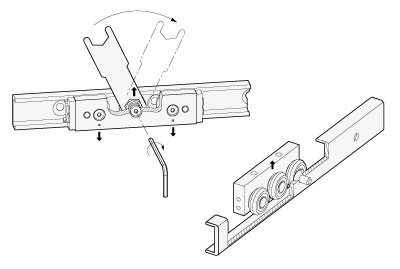
5. Otočením montážného klíče ve směru hodinových ručiček dojde k přitlačení nastavitelné kladky proti horní pojezdové dráze kolejnice. Provede se tak nastavení tuhosti (předpětí) pojezdové jednotky. Je třeba se však vyhnout nadměrnému předpětí, protože se tím zvyšuje tření a snižuje životnost.
6. Pomocí montážního klíče nyní držíte čep nastavitelné kladky ve správné poloze a můžete mírně utáhnout upevňovací šroub. Správný utahovací moment bude nastavený později.
7. Posuňte pojezdovou jednotku v kolejnici z jednoho konce na druhý a ujistěte se, že mírné předpětí je konstantní po celé délce kolejnice. Pohyb by měl být volný, bez drhnutí nebo zastavení pojezdové jednotky v kterémkoliv místě uvnitř kolejnice.
8. Nyní můžete dotáhnout upevňovací šroub doporučeným utahovacím momentem uvedeným v tabulce, přičemž montážní klíč stále drží polohy nastavitelné kladky na svém místě.
9. Nyní se mohou namontovat stěrače a u pojezdových jednotek typu N také podélné těsnění. K tomu je nutné vyjmout pojezdové jednotky z kolejnice.
10. Před opětovným vložením pojezdové jednotky zpátky do kolejnice se ujistěte, že pojezdové dráhy a kladky jsou správně namazány pomocí maziva pro lineární vedení.