Zavřít




Stáhnout
K upevnění pevných madel na hřídel se používají různé typy spojů:
- madla s mosazným nábojem nebo vnitřní závitovkou, zalisovanou do plastu, pro montáž šroubováním na závitovou hřídel;
- madla s integrovaným samosvorným nábojem, vyrobeným ze speciálního technopolymeru (originální konstrukce ELESA) pro montáž zasunutím na hladkou hřídel (bez závitu), vyrobená z běžné tažené tyče (tolerance ISO h9). Toto řešení brání samovolnému vyšroubování po určité době díky vibracím, jimž je páka vystavena, nebo točivým silám, vyvinutým neúmyslně rukou obsluhy během manipulace s pákou samotnou;
- madla s otvorem se závitem v lisovaném plastovém materiálu.
Pro provedení s otvory se závitem z lisovaného plastu byla přijata opatření pro zachování menších rozměrů závitů s ohledem na specifikace v normách. To umožňuje, aby se závity vnitřní závitovky mírně přizpůsobily šroubu při utahování při teplotě prostředí, takže vytvoří spoj s dopružením, které vytváří účinné zajištění.
Ještě lepších výsledků lze dosáhnout montáží za tepla: madlo se před našroubováním na závitový čep nahřeje na 80÷90 °C. Tato metoda montáže v počátku umožňuje našroubování tím, že se závit vnitřní závitovky při šroubování roztáhne, a následně umožňuje extrémně účinné zajištění, dosažené smrštěním během chladnutí, díky mírné hrubosti povrchu závitu hřídele.
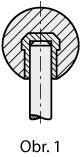
Řešení se samosvorným pouzdrem ze speciálního technopolymeru (obr. 1) je v každém případě nejúčinnější proti samovolnému vyšroubování, protože elastický spoj je náchylný na vibrace nebo síly otáčení rukou obsluhy.
Zajištění také zajišťuje, aby se rukojeť neuvolnila, pokud je vystavena běžnému tahu podél vlastní osy. V souvislosti s tím jsou poskytovány výsledky výzkumu a zkoušek v laboratořích ELESA+GANTER, které potvrzují technickou kvalitu spoje se samosvornými pouzdry ze speciálního technopolymeru (obr. 2 a 3).
Graf na obr. 2 zobrazuje proměny v osní translaci vyjádřené v [N] jako funkci proměn průměru hřídele (mm), za sucha po odmaštění trichlorethylenem. Křivky představují minimální a maximální hodnoty ve stovkách zkoušek, provedených na typu samosvorného madla s otvorem o prům. 12 mm. Plocha A obsahuje hodnoty pro hřídel s komerčním průměrem 12 mm (tol. h9).
Graf na obr. 3 zobrazuje proměny v osní translaci (průměrné hodnoty) jako funkci plochy povrchu hřídele. Je zřejmé, že přítomnost maziva nebo emulzního oleje na povrchu hřídele snižuje sílu potřebnou pro demontáž madla. Lze si však všimnout, že i za těchto nepříznivých podmínek je axiální síla, potřebná ke stažení madla, vždy taková, aby zajistila, že k tomu v praxi nemůže dojít.
Použití takového madla představuje podstatnou úsporu, protože není nutné obrábět závit na konci hřídele. Samosvorné pouzdro, vyrobené ze speciálního technopolymeru, umožňuje vytvoření pružného spojení a madlo samotné si zachovává povrchovou tvrdost a odolnost vůči opotřebení, typické pro termosety.
Pokyny pro montáž: namontujte rukojeť na mírně zkosený otvor a zatlačte co nejdál rukou nebo pomocí malého lisu. Také lze na rukojeť poklepat pomocí dřevěného nebo plastového kladiva, dokud nebude pevně na místě. V takovém případě důrazně doporučujeme zakrýt produkt látkou nebo jiným vhodným měkkým materiálem, abyste předešli poškození povrchu.
