Zavřít



GN 1490
GN 1490
Systémy lineárních vodících kolejnic
Ocel / Nerezová ocel, s vnitřním pojezdem
Ocel
Ocel / Nerezová ocel, s vnitřním pojezdem
Ocel


SPECIFIKACE
SPECIFIKACE
Typ
Typ A3: s jednou pojezdovou jednotkou se 3 válečky
Typ A5: s jednou pojezdovou jednotkou s 5 válečky
Typ B3: se dvěma pojezdovými jednotkami se 3 válečky
Typ B5: se dvěma pojezdovými jednotkami s 5 válečky
Označení č.
Č. 0: bez koncového dorazu
Č. 1: s jedním koncovým dorazem
Č. 2: se dvěma koncovými dorazy
Vodicí kolejnice
- Ocel ZB
Pozinkované, modrý pozink
- Nerezová ocel AISI 430 NI
Bez popisu
Pojezdová jednotka
- Tělo
Nerezová ocel AISI 304
- Kladky
kuličkové ložisko, 2RS
Nerezová ocel AISI 440C
- Mazací tuk pro valivá ložiska
Ve shodě s požadavky FDA, třída H1
Permanentně mazané
Koncový doraz
- Nerezová ocel AISI 304
- Pryžový doraz (TPU), tvrdost ≈ 80 Shore A
Provozní teplota -20 °C až 100 °C
Informace
Systémy lineárních vodicích kolejnic GN 1490 se obecně instalují ve dvojicích s vodorovným vyrovnáním, buď svisle (jak je znázorněno na obrázku) nebo kolmo. Používají se tam, kde je nutné vykonat jednoduché, lineární pohyby, například v automatizaci zařízení, ve vozidlech nebo strojích.
Optimální vlastnosti pojezdu v kombinaci s nízkými požadavky na údržbu lze dosáhnout ve spojení s pojezdovými jednotkami, které odpovídají vodicím kolejnicím bez jakékoliv vůle. Systém je připraven k okamžitému použití po vložení pojezdových jednotek.
Systémy lineárních vodicích kolejnic jsou tvořeny vodicí kolejnicí, jednou nebo dvěma pojezdovými jednotkami a vybraným počtem koncových dorazů. Součástí jsou dodávány v nesestaveném stavu. Vodicí kolejnice může být nainstalovaná na levé nebo pravé straně aplikace. Během instalace pojezdové jednotky musí být vzat v úvahu směr, ve kterém je jednotka zatěžování (označeno vrubem). Musí být rovněž dodržovány pokyny k mazání a údržbě.
Na poptávku
- jiné délky vodicí kolejnice (až do 3994 mm)
- jiné rozteče otvorů / povrch
Montážní otvory, montážní šrouby
Montážní otvory, montážní šrouby
Během montáže musí být využity všechny upevňovací drážky ve vodicí kolejnici a upevňovací závit na pojezdové jednotce. Tím je zajištěno, aby síly vznikající v důsledku maximálního zatížení FL / FA byly spolehlivě přenášeny do okolní konstrukce. Pokud nepoužijete upevňovací šrouby, sníží se odpovídajícím způsobem i únosnost. Další otvory ve vodicích kolejnicích, související s výrobou, nejsou znázorněny.
Pro upevnění pojezdových jednotek mohou být použity různé šrouby se závity M5. Naproti tomu vodicí kolejnice musí být namontovány pomocí šroubů uvedených v tabulce. Obvykle se doporučuje, s ohledem na stanovený dotahovací moment, používat šrouby s třídou pevnosti 8.8. Maximální dotahovací moment pro dodané šrouby se zapuštěnou hlavou pro koncové dorazy je 4-5 Nm, což vede k dosažení nejvyšší upevňovací síly bez deformování vodicích kolejnic.
Předinstalované pryžové dorazy jsou upnuty šrouby se zapuštěnou hlavou a tlumí dorazy pojezdových jednotek v příslušných koncových bodech.
| Označení – standard | Vnitřní vedení |
| Šroub se zápustnou hlavou a vnitřním šestihranem DIN 7991 | M 4 / M 5 |
| Šroub se zápustnou hlavou, Phillips DIN 965 | M 4 / M 5 |
| Šroub se zápustnou hlavou, Phillips DIN 7997 | Velikost 4.5 / 5 |
Mazání a údržba
Mazání a údržba
Pojezdové povrchy vodicích kolejnic musí být před prvním použitím namazané tukem pro valivá ložiska. Mezi možné mazací tuky patří Cassida Grease GTX 2, Shell Gadus S2 V220 a Alvania EP 1 nebo Klüberplex BE 31-222. V případě použití v potravinářství nebo farmacii musí být použit mazací tuk splňující požadavky FDA, třídy H1 nebo vyšší. Mazací tuk musí být nanesen rovnoměrně po celé délce kolejnic, a to pomocí štětce.
Po 50 000 cyklech musí být kolejnice vyčištěny čistým hadrem a znovu promazány. Pokud hrozí riziko znečištění, musí být intervaly údržby zkráceny. Znečištění by však v principu mělo být zabráněno takovými opatřeními, jako jsou vhodné kryty nebo optimální umístění systému lineárních vodicích kolejnic.
Obecné pokyny pro instalaci
Při návrhu a instalaci systémů lineárních vodicích lišt je třeba vzít v úvahu následující informace o instalaci.
Tím je zajištěn hladký chod, tichý provoz, nízké opotřebení a správná funkčnost při dlouhodobém používání.
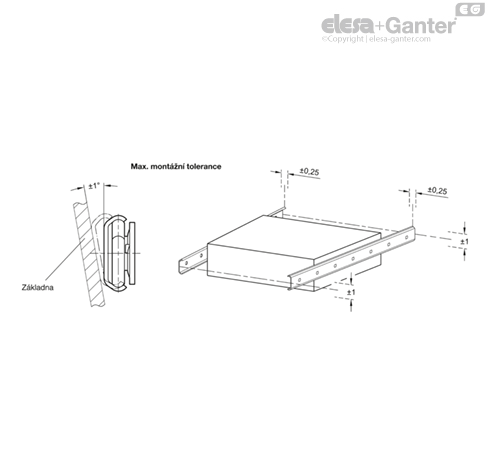
- Montážní plochy systémů lineárních vodicích kolejnic (vodicí kolejnice a pojezdové jednotky) musí být rovné, rovnoběžné a v pravém úhlu a také vzájemně správně umístěné. Pokud jsou použity koncové dorazy, musejí být umístěny tak, aby k jejich dosažení docházelo pokud možno zároveň.
- Montážní otvory se musí využívat tak, aby při montáži nedocházelo ke zkroucení nebo deformaci vodicích kolejnic. Předepsaná montážní tolerance +0,2 / +0,5 mm vede k zatížení v tahu působícího na kolejnici ve směru centra aplikace, což zajišťuje optimální chod s nízkým opotřebením.
- Po instalaci systémů lineárních vodicích kolejnic je nutné je zkontrolovat, že je zajištěn hladký provoz. V případě výskytu problému, např. tření nebo deformace, je nutné učinit patřičné kroky k určení příčiny a jejímu odstranění.
Nosnost
Maximální nosnost systémů lineárních vodicích kolejnic odpovídá dvěma pojezdovým jednotkám s 5 kladkami. Pokud je potřebujete přesouvat větší zátěže pomocí dodatečných pojezdových jednotek, je nutné otestovat funkčnost v testovacím nastavení. Svou roli hraje také celková šířka a tuhost aplikace, které mohou negativně ovlivnit nosnost a opotřebení.
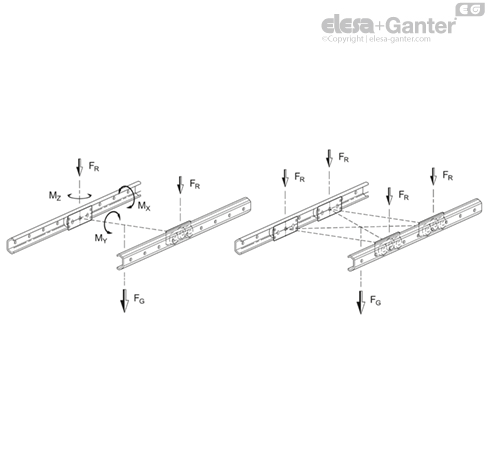
Abyste dosáhli specifikovaného jmenovitého zatížení FR, je nutné nainstalovat pojezdové jednotky tak, aby zátěž působila především na stranu s větším počtem kladek. Aby se předešlo záměnám, je to označeno zářezem na základním tělese jednotky.
Celkové zatížení FG aplikace musí být přenášeno na pojezdové jednotky co nejvíce centrálně. Je třeba se vyvarovat náhlých nárazů a otřesů, jakož i silných vibrací působících na systémy lineárních vodicích kolejnic. Aplikace nebo absorpce točivých sil ve směrech MX a MZ přes pojezdové jednotky není zamýšlena.
| h1 | FR na vodící pojezdovou jednotku v N | MY na vodící pojezdovou jednotku v Nm | ||
| 3 kladky | 5 kladek | 3 kladky | 5 kladek | |
| 29 | 425 | 650 | 7 | 21 |
| 37 | 800 | 1150 | 13 | 40 |
Rychlost výsuvu
Maximální pojezdová rychlost systémů lineárních vodicích kolejnic je 0,3 m/s. Pokud jsou použity koncové zarážky, musí být rychlost před dosažením dorazu výrazně snížena, aby nedošlo k poškození. Pokud mohou ve směru pojezdu působit velké statické nebo dynamické síly, je nutné je absorbovat pomocí externích dorazů, protože koncové dorazy nejsou na takové situace navrženy.
Instalační poloha
Systémy lineárních vodicích kolejnic se přednostně instalují vertikálně, ve dvojicích, s horizontálním vyrovnáním. Výsledkem je nejvyšší možná stabilita a torzní tuhost na nejmenší možné instalačním ploše. Provozní vlastnosti jsou v tomto uspořádání optimální a opotřebení je sníženo na minimum.
Na rozdíl od teleskopických posuvných systémů lze vodicí kladky použít ve vertikální poloze, jelikož nedochází k prokluzu jednotky, protože konstrukce neobsahuje kulovou klec. Je však nutné vzít v úvahu směr působení zátěže, aby bylo možné pojezdové jednotky správně zasunout do vodicí kolejnice.
Horizontální instalace kolejnice (vleže) je rovněž možná, avšak s určitými omezeními. Maximální zatížení je v tomto případě specifikováno jako jmenovité zatížení FA. Vzhledem k nepříznivému průřezu kolejnice lze očekávat působení větších sil na rozšíření kolejnice, což může vést ke kolizi mezi pojezdovými jednotkami a hlavami montážních šroubů. V případě pochybnosti otestujte funkčnost vedení se zkušebním zatížením.
| vhodné | vertikální, na obou stranách | |
| přijatelné | vertikální posunuté, na obou stranách | vertikální nakloněné, na obou stranách |
| nežádoucí | horizontální, na jedné straně | vertikální, na jedné straně |
Další informace o použití
- Je-li potřeba dosáhnout délek pojezdu přesahujících maximální standardní délku vodicích kolejnic, je možné sestavit více kolejnic za sebe. V takovém případě musejí být montážní otvory vodicích kolejnic umístěny co nejpřesněji, aby bylo minimalizováno případné přesazení vodicích kolejnic.
- Vodicí kolejnice lze v případě potřeby zkrátit na libovolnou délku. Při řezání je třeba dbát na to, aby nedošlo k deformaci průřezu profilu. Doporučujeme použít svorku. Po provedení řezání musí být řezné plochy před namazáním pojezdových ploch zbaveny otřepů a očištěny.
/RedirectToProductView?storeId=10156&langId=-1002&catalogId=11551&getCategoryPadre=true&=
Zeptejte se nás, pokusíme se co nejdříve odpovědět
*Povinné pole
Váš požadavek byl odeslaá a bude co nejrychleji zpracován
Error
Tyto prvky by Vás také mohly zajímat