Zavřít



GN 2494
GN 2494
Pojezdové jednotky z nerezové oceli
pro Lineární pojezdové vodicí kolejnice z nerezové oceli GN 2492
pro Lineární pojezdové vodicí kolejnice z nerezové oceli GN 2492
SPECIFIKACE
SPECIFIKACE
Typ
- Typ K3: Kompaktní konstrukce se 3 válečky
Označení
- X: Pro vodicí kolejnici s pevným ložiskem
Základna
Nerezová ocel AISI 316L
Pojezdové kladky
- Nerezová ocel AISI 440C
- Namontované, utěsněné (2RS) Těsnicí podložka, pryžová (NBR), modrá
- Permanentně mazané Mazivo pro valivá ložiska, dle požadavků FDA, třída H1
Ochranné stěrače
Polyuretan (TPU), barva modrá, splňuje požadavky FDA
Provozní teplota -20 °C až 100 °C
Informace
Pojezdové jednotky z nerezové oceli GN 2494 lze kombinovat s lineárními vodicími kolejnicemi z nerezové oceli GN 2492 a pojezdové kladky z nerezové oceli GN 2496 pro sestavení systémů lineárních vodících kolejnic.
Tyto prostorově úsporné jednotky se používají například ve strojírenství a výrobních procesech, v dopravě a technickém vybavení budov pro podepření posuvných dveří nebo pro umožnění lineárního pohybu výrobních a provozních zařízení. Tyto materiály lze použít i ve zvláště agresivním prostředí, které lze nalézt například v chemickém, farmaceutickém, lékařském nebo potravinářském průmyslu.
Systémy lineárních vodicích kolejnic se obecně instalují ve dvojicích s vodorovným vyrovnáním, buď svisle (jak je znázorněno na obrázku), nebo kolmo. Při montáži dbejte na malé otvory, které označují nosnou stranu pojezdových jednotek. Stěrače namontované na vodicích kolejnicích na obou koncích pojezdových jednotek zabraňují usazování nečistot.
Vidlicový klíč potřebný k instalaci je součástí dodávky.
Na poptávku
- Pojezdová jednotka s přídavnými kladkami
- Jiná uspořádání kladky
Obecné pokyny pro instalaci
Při použití a instalaci systémů lineárních vodicích lišt z nerezové oceli je třeba vzít v úvahu následující informace o instalaci.
Tím je zajištěn hladký chod, tichý provoz, nízké opotřebení a správná funkčnost při dlouhodobém používání.
- Systémy lineárních vodicích kolejnic z nerezové oceli se běžně instalují ve dvojicích. Okolní konstrukce by měla mít přiměřenou stabilitu, kupř. za účelem minimalizace geometrických chyb způsobených elastickou deformací.
- Montážní plochy systémů lineárních vodicích kolejnic (vodicí kolejnice a pojezdové jednotky) musí být rovné, rovnoběžné a v pravém úhlu a také vzájemně správně umístěné. Lineární omezení běžce je stanoven vnějšími dorazovými prvky. Pokud je použito několik zarážek, mělo by jich být dosaženo současně.
- Montážní otvory se musí využívat tak, aby při montáži nedocházelo ke zkroucení nebo deformaci vodicích lišt z nerezové oceli.
- Po instalaci systémů lineárních vodicích kolejnic je nutné je zkontrolovat, že je zajištěn hladký provoz. V případě výskytu problému, např. tření nebo deformace, je nutné učinit patřičné kroky k určení příčiny a jejímu odstranění.
Montážní otvory, montážní šrouby
Během montáže musí být využity všechny upevňovací drážky ve vodicí kolejnici a upevňovací závit na pojezdové jednotce. Tím je zajištěno, aby síly vznikající v důsledku maximálního zatížení FR / FA byly spolehlivě přenášeny do okolní konstrukce. Pokud nepoužijete upevňovací šrouby, sníží se odpovídajícím způsobem i únosnost.
Pro instalaci pojezdových jednotek lze použít různé šrouby s příslušnými závity. Dodržujte maximální hloubku utažení závitu „t“. Naproti tomu kolejnici sestavte pomocí šroubů podle normy ISO 7380 (šrouby s plochou půlkulatou hlavou), abyste zabránili kolizím s pojezdovou jednotkou. Přípustné jsou také šrouby se stejnou nebo menší výškou hlavy. Obecně se doporučuje používat šrouby z nerezové oceli třídy pevnosti A2 nebo A4-70 nebo vyšší s ohledem na předepsaný utahovací moment.
Pokyny pro instalaci
Systémy lineárních vodicích kolejnic z nerezové oceli se skládají z lineárních vodicích kolejnic z nerezové oceli GN 2492 a pojezdových jednotek z nerezové oceli GN 2494. Všechny potřebné součásti jsou dodávány nesmontované v samostatných baleních.
Při dodání není nastavená vůle mezi pojezdovou jednotkou a kolejnicí. Během montáže pojezdové jednotky proveďte nastavení následujícím způsobem:
1. Ujistěte se, že pojezdové dráhy a vodicí kladky jsou čisté.
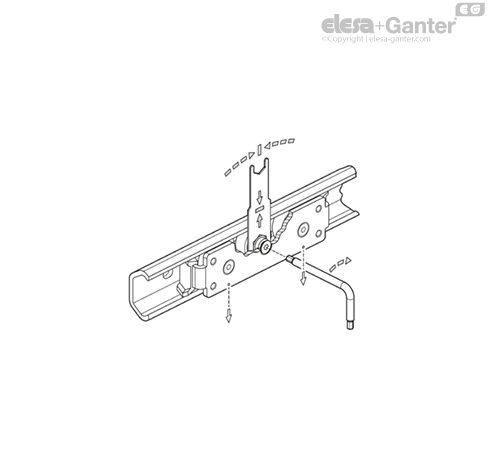
2. Mírně povolte montážní šroub centrálního nastavitelného výstřední vodící kladky a vložte pojezdovou jednotku do vodicí kolejnice bez stěračů (viz kroky 4 a 6).
3. Umístěte pojezdovou jednotku na jeden konec vodicí kolejnice.
4. Vložte vidlicový klíč mezi výstřední kladku a pojezdovou jednotku. Dva středící otvory na levé a pravé straně pojezdové jednotky označují polohu pojezdové strany pro dvě soustředné a nosné kladky.
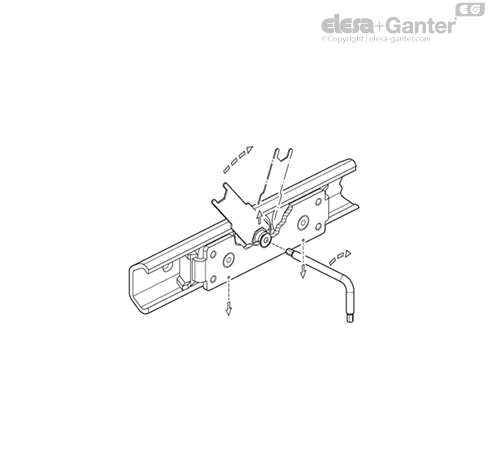
5. Otáčením klíče ve směru hodinových ručiček se vodicí kladka přitlačí k nosné dráze kolejnice, takže pojezdová jednotka nemá žádnou vůli. Přílišné utažení zvýší tření a sníží životnost objektu.
6. Přidržte čep ložiska výstřední vodící kladky na místě pomocí klíče a mírně utáhněte montážní šroub. Přesný točivý moment bude zkontrolován později.
7. Posuňte pojezdovou jednotku ve vodicí kolejnici a ujistěte se, že vůle nebo mírné předpětí je konzistentní po celé délce kolejnice. Pojezdová jednotka by se měla snadno pohybovat, aniž by byla příliš volná nebo upevněná. V případě potřeby proveďte seřízení.
8. Montážní šroub utáhněte momentem uvedeným v tabulce (dodržujte stavební výšku v1). Pomocí vidlicového klíče přidržte výstřední vodicí rolnu v jejím konečném úhlu, abyste zabránili náhodnému seřízení. K upevnění šroubu lze také použít lepidlo.
| v1 (stavební výška) | Moment |
| 30 | 6 Nm |
| 45 | 10 Nm |
9. Vložte ochranné stěrače. Vyjměte jednotku z kolejnice a znovu ji vložte, abyste zkontrolovali, zda fungují ochranné stěrače. Stěrače se během používání samy vyrovnají.
10. Náhradní díly:
- Pojezdové kladky z nerezové oceli GN 2496
- Ochranné stěrače GN 2498
- Montážní klíč GN 2424.1-13-15
Rychlost výsuvu
Maximální pojezdová rychlost systémů nerezových lineárních vodicích kolejnic je 1,5 m/s. Zrychlení může být až 2 m/s2. Pokud jsou použity koncové zarážky, měla by být rychlost před dosažením dorazu výrazně snížena, aby nedošlo k poškození.
Provozní teploty
Teplota použití lineárních vodicích lišt je -20 °C až 100 °C. Teplotní rozsah je dán materiálem ochranného stěrače. Pokud nejsou potřeba, rozsah sahá od -40 °C do 100 °C (krátce 120 °), protože pak nastavuje teplotní rozsah materiál těsnicích kotoučů pojezdových jednotek.
Nosnost
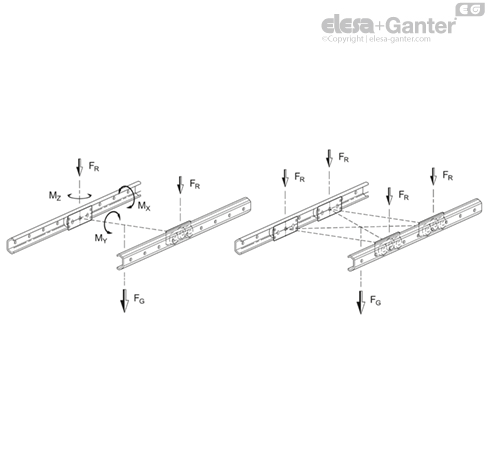
Maximální nosnost lineárního systému vodicích kolejnic odpovídá použití dvou pojezdových jednotek a je omezena stabilitou vodicí kolejnice. Svou roli hraje také celková šířka a tuhost aplikace, které mohou negativně ovlivnit nosnost a opotřebení.
Pro dosažení jmenovitého zatížení FRpojezdovou jednotku tak, aby zatížení působilo na stranu s největším počtem kladek. Aby se předešlo záměnám, je to označeno dvěma zářezy na základním tělese jednotky.
Celkové zatížení FG aplikace musí být přenášeno na pojezdové jednotky co nejvíce centrálně. Je třeba se vyvarovat náhlých nárazů a otřesů, jakož i silných vibrací působících na systémy lineárních vodicích kolejnic. Aplikace nebo absorpce točivých sil ve směrech MX a MZ přes pojezdové jednotky není zamýšlena.
Pokud mají být přepravována vyšší zatížení, lze toho dosáhnout použitím dodatečné nosné konstrukce (ve směru FR) na vnější straně vodicí kolejnice, která umožňuje použití přídavných pojezdových jednotek. Podpěra zabraňuje roztažení nebo vyklouznutí kolejnice. Funkčnost by však měla být zkontrolována v rámci zkušebního nastavení.
| v1 (stavební výška) | FR na vodící pojezdovou jednotku v N | FG s výsledkem v N | MY na vodící pojezdovou jednotku v Nm | |
| se 2 pojezdovými jednotkami | se 4 pojezdovými jednotkami | |||
| 30 | 840 | 1680 | 3360 | 14 |
| 45 | 1690 | 3380 | 6760 | 35 |
Mazání a údržba
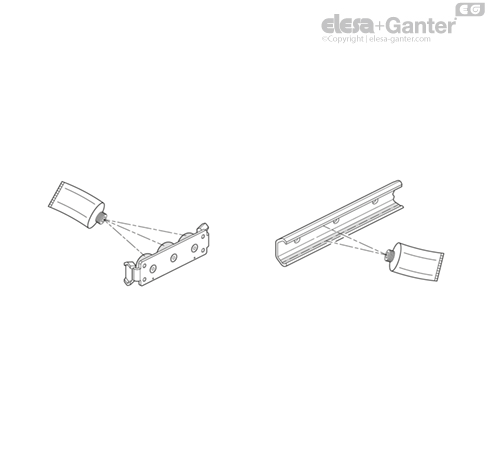
Před prvním použitím by měly být lineární vodicí kolejnice a vodicí pojezdové jednotky lehce namazány vysoce výkonným mazivem na pojezdových plochách. Mazací tuk musí být nanesen rovnoměrně po celé délce kolejnic, a to pomocí štětce. V normálním prostředí lze jako mazivo použít např. Shell Gadus S2 V220 nebo Klüberplex BE 31-222. V oblastech použití, jako je potravinářský a farmaceutický průmysl, používejte maziva schválená Úřadem pro kontrolu potravin a léčiv (FDA). Příkladem může být Klüberfood NH1 94-301 nebo Klübersynth UH1 14-151.
Po 50 km, šesti měsících nebo ekvivalentním znečištění nebo změně barvy maziva by měly být vodicí kolejnice a pojezdové jednotky očištěny čistým hadříkem a znovu namazány. Pokud hrozí větší riziko znečištění, musí být intervaly údržby zkráceny. Zabraňte znečištění vhodným zakrytím nebo optimálním umístěním systémů lineárních vodicích kolejnic.
Instalační poloha
Systémy lineárních vodicích kolejnic z nerezové oceli se přednostně instalují vertikálně, ve dvojicích, s horizontálním vyrovnáním. Výsledkem je nejvyšší možná stabilita a torzní tuhost na nejmenší možné instalačním ploše. Provozní vlastnosti jsou v tomto uspořádání optimální a opotřebení je sníženo na minimum.
Na rozdíl od teleskopických posuvných systémů lze systémy lineárních vodicích kolejnic použít ve vertikální poloze, jelikož nedochází k prokluzu jednotky, protože konstrukce neobsahuje kulovou klec. Je však nutné vzít v úvahu směr působení zátěže, aby bylo možné pojezdové jednotky správně zasunout do vodicí kolejnice.
Horizontální instalace kolejnice (vleže) je rovněž možná, avšak s určitými omezeními. Maximální zatížení je v tomto případě specifikováno jako jmenovité zatížení FA. Vzhledem k nepříznivému průřezu kolejnice lze očekávat působení větších sil na rozšíření kolejnice, což může vést ke kolizi mezi pojezdovými jednotkami a hlavami montážních šroubů. V případě pochybnosti otestujte funkčnost vedení se zkušebním zatížením.
| vhodné | vertikální, na obou stranách | |
| přijatelné | vertikální posunuté, na obou stranách | vertikální nakloněné, na obou stranách |
| nežádoucí | horizontální, na jedné straně | vertikální, na jedné straně |
Další informace o použití
- Pro aplikace s dlouhou pojezdovou dráhou jsou na vyžádání k dispozici kolejnice o celkové délce 5200 mm. Neumisťujte postupně několik lineárních vodicích kolejnic v řadě za sebou, abyste dosáhli delší dráhy pojezdu, protože nastavenou vůli nebo předpětí pojezdových jednotek nelze na několika jednotlivých kolejnicích udržovat konstantní.
- Vodicí kolejnice lze v případě potřeby zkrátit na libovolnou délku. Při řezání je třeba dbát na to, aby nedošlo k deformaci průřezu profilu. Doporučuje se použít svorku. Po provedení řezání musí být řezné plochy před namazáním pojezdových ploch zbaveny otřepů a očištěny.
/RedirectToProductView?storeId=10156&langId=-1002&catalogId=11551&getCategoryPadre=true&=
Zeptejte se nás, pokusíme se co nejdříve odpovědět
*Povinné pole
Váš požadavek byl odeslaá a bude co nejrychleji zpracován
Error
Tyto prvky by Vás také mohly zajímat